



What Is a BBT Heat Shrink Tool Holder?
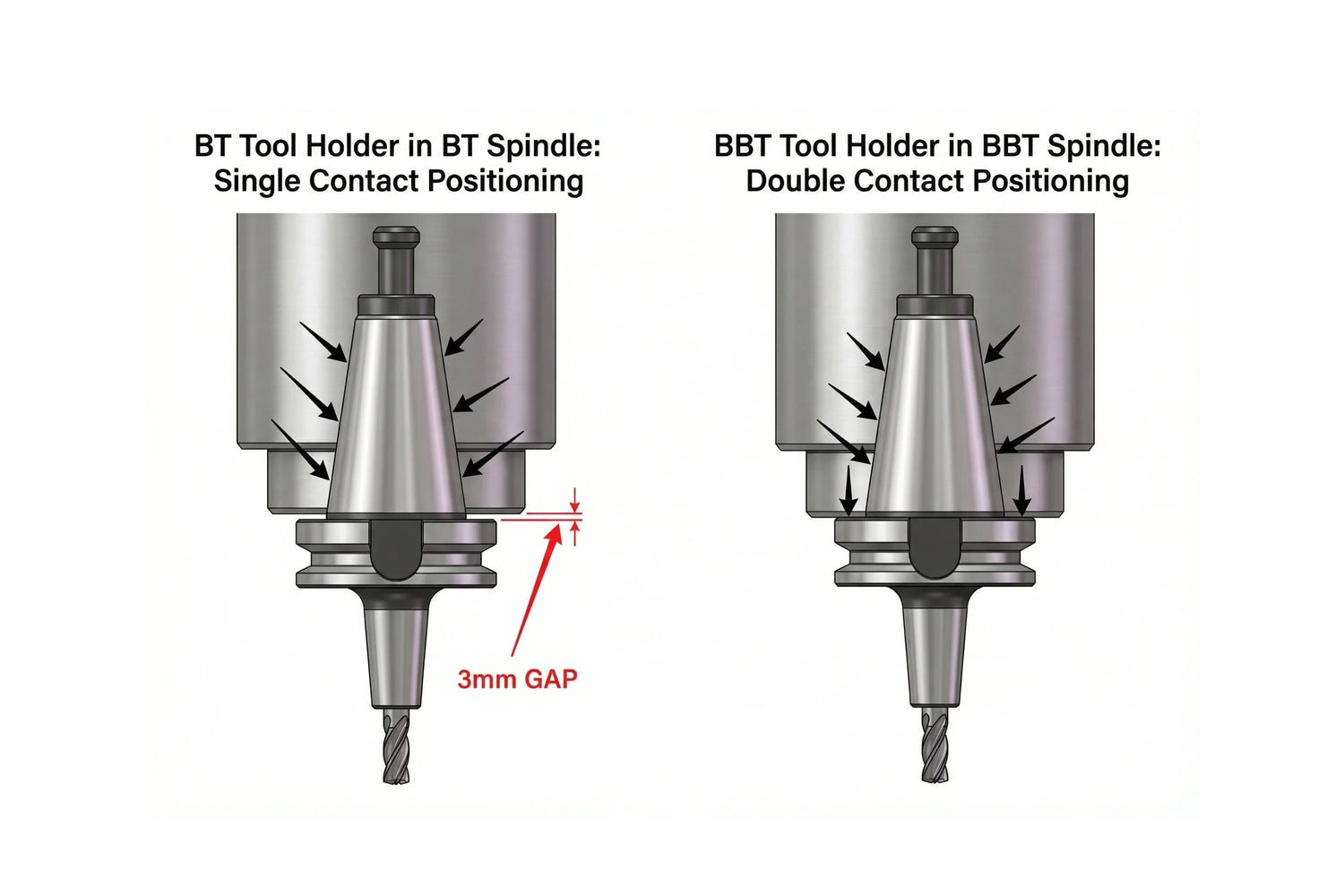
BT and BBT are two widely used taper standards in CNC machining. A traditional BT tool holder uses a 7:24 taper design, where positioning relies primarily on taper contact. However, the flange face does not fully contact the spindle during operation.
A BBT (Big-Plus) tool holder improves on this design by introducing dual-face contact. While it retains the same 7:24 taper, the flange face is precision-machined to make simultaneous contact with the spindle. This means the holder is secured by both the taper and the face, resulting in a much more rigid and stable connection.
Common Questions About BBT vs. BT Tool Holders
What’s the main structural difference between BT and BBT holders?
The key difference lies in the flange face. BT holders rely solely on taper contact for positioning. In contrast, BBT holders use both taper and flange face contact, providing dual positioning for improved stability and accuracy.
If BT holders are so common, why switch to BBT?
In high-speed or heavy-duty machining, BT holders can experience vibration or even tool pull-out due to reliance on taper contact alone. BBT holders significantly improve system rigidity thanks to their dual-contact design, reducing vibration, enhancing machining accuracy, and extending tool life.
Can I use a BBT heat shrink holder in a BT spindle?
Yes, BBT holders are compatible with both BT and BBT spindles. However, BT holders cannot achieve dual-face contact in a BBT spindle, so the performance benefits are one-way.
Key Benefits of BBT Heat Shrink Tool Holders
- Higher Precision: Heat shrink technology ensures excellent runout accuracy, while dual-face contact further improves positioning consistency.
- Greater Rigidity: Flange contact strengthens the connection between spindle and holder, reducing chatter.
- Optimized for High-Speed & Heavy Cutting: Performs reliably in demanding applications, including hard materials and aggressive cutting conditions.
- Improved Reach: Slimmer, longer designs reduce interference, making them ideal for deep cavity machining.
Real-World Performance Results
Case Study 1: Hardened Steel Machining
A precision mold shop machining hardened steel (HRC 52) experienced minor chatter marks during finishing with BT heat shrink holders. After switching to BBT holders, chatter was eliminated, surface finish improved by one grade, and tool life increased by 33%.
Case Study 2: High-Speed Aluminum Milling
An automotive parts manufacturer machining deep aluminum cavities faced tool deflection and inconsistent tolerances using BT holders. By switching to BBT heat shrink holders, they reduced deflection, consistently maintained tolerances within 0.01 mm, and improved machining efficiency by 20%.

{kind=link}
Leave a comment
All comments are moderated before being published.
This site is protected by hCaptcha and the hCaptcha Privacy Policy and Terms of Service apply.